
Manufacturing companies handle thousands of products, raw materials, and equipment every day. Keeping track of everything with manual methods takes time and often leads to errors. A small mistake in inventory or production can affect delivery schedules, increase costs, and slow down daily operations.
RFID in manufacturing helps solve these problems by providing real-time tracking and better visibility across the production process. It allows manufacturers to identify and monitor materials, finished goods, and assets without manual scanning. This makes daily operations faster and more accurate.
Many businesses are now adopting RFID in the manufacturing industry because it improves inventory control, reduces product loss, and supports better production planning. As factories continue to adopt automation and smart technologies, RFID has become an important part of modern manufacturing systems.
RFID (Radio Frequency Identification) is a technology that uses radio waves to identify and track products, materials, tools, and equipment. It helps manufacturers collect accurate data without scanning every item one by one. This saves time and reduces manual work on the factory floor.
RFID in manufacturing works by attaching RFID tags to products or assets. These tags store unique information that can be read by RFID readers from a distance. As tagged items move through different production stages, the system automatically records their location and status.
Many manufacturers use RFID to improve inventory management, monitor work-in-progress, track finished goods, and manage valuable assets. The data collected by the system helps teams make faster decisions and maintain smooth operations.
Unlike traditional barcode systems, RFID does not require a direct line of sight to read a tag. Multiple tagged items can also be scanned at the same time, making the process much faster in busy manufacturing environments.
As production demands continue to grow, RFID has become a practical solution for manufacturers looking to improve efficiency, reduce errors, and maintain better control over their operations.
RFID technology uses three main components to track and identify items. These include an RFID tag, an RFID reader, and software that stores and manages the collected data. All three work together to provide real-time information throughout the manufacturing process.
An RFID tag is attached to a product, raw material, pallet, tool, or equipment. Each tag contains a unique identification number that helps the system recognize the item. When the tagged item comes within the range of an RFID reader, the information is captured automatically and sent to the software.
The software updates the item’s location, movement, and status in real time. This allows production teams to monitor materials from receiving to manufacturing, storage, and final dispatch without manual data entry.
Different types of RFID tags are used based on the manufacturing environment. Passive RFID tags are widely used because they are cost-effective and require no internal battery. Active RFID tags have a built-in battery and are suitable for tracking high-value assets over longer distances. Semi-passive tags combine features of both and are used for specific industrial applications.
A well-planned RFID system helps manufacturers maintain accurate records, reduce delays, and improve visibility across the entire production process. This is one of the reasons why RFID in manufacturing industry continues to gain popularity across different sectors.
RFID systems are mainly classified based on the frequency they use. Each type is designed for different reading distances, environments, and manufacturing needs.
LF RFID operates at a low frequency and offers a short reading range. It performs well in environments where metal or moisture is present. This type is commonly used for equipment tracking, access control, and asset identification.
HF RFID provides a moderate reading range and supports fast data transfer. It is widely used for tracking work-in-progress, production parts, and inventory within manufacturing facilities. Many manufacturers choose HF RFID because it offers reliable performance at a reasonable cost.
UHF RFID has a longer reading range and can scan multiple tags at the same time. It is commonly used in warehouses, production lines, and shipping areas where large volumes of products move quickly. This makes UHF one of the most popular choices for RFID in manufacturing.
Active RFID systems use battery-powered tags that continuously transmit signals. These systems are suitable for tracking high-value machinery, vehicles, containers, and large industrial assets across wide areas. They provide longer read ranges and support real-time location tracking.
Passive RFID systems use tags without an internal battery. The tags receive power from the RFID reader during scanning. They are affordable, require very little maintenance, and are widely used for inventory management, product tracking, and production monitoring.
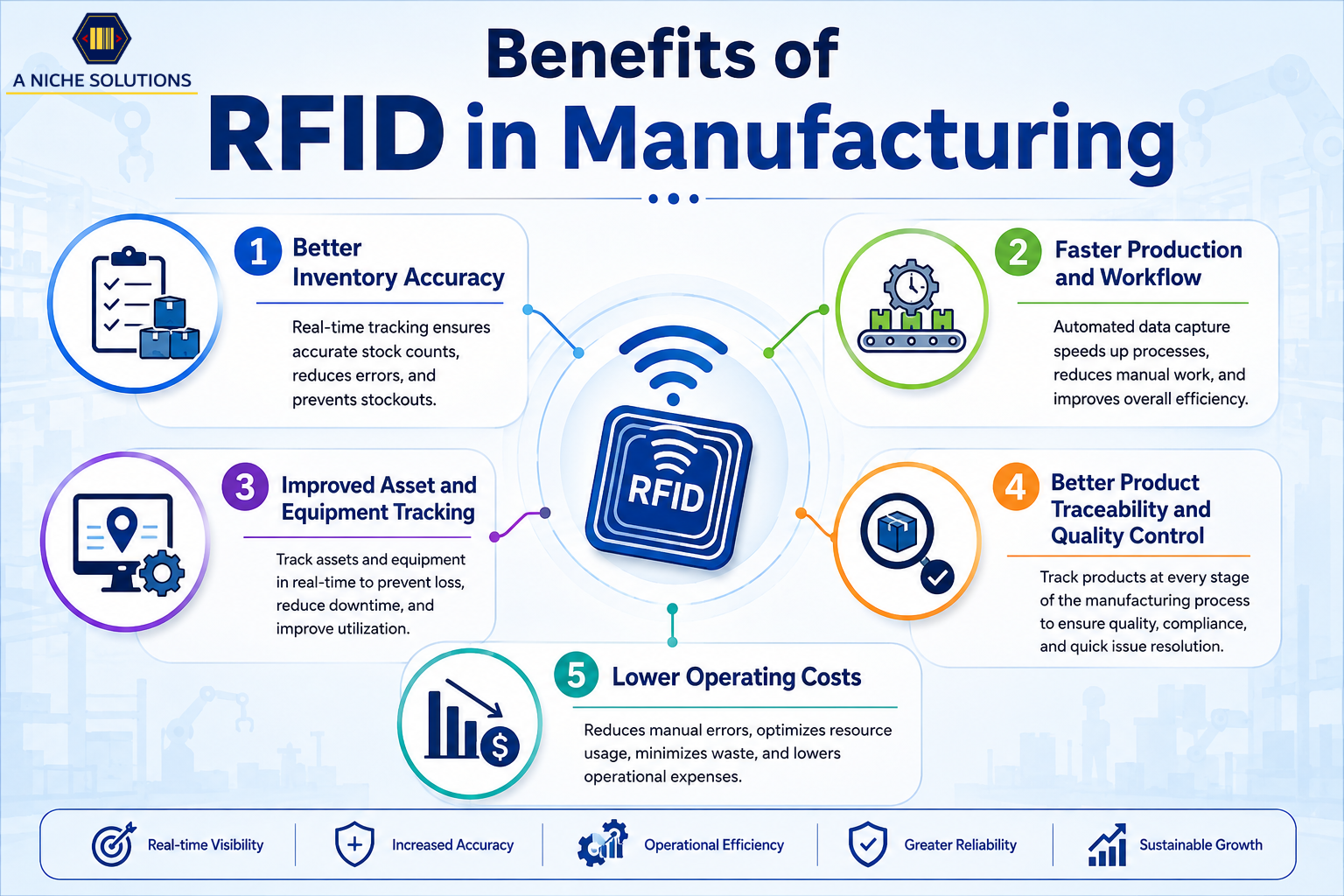
The benefits of RFID in manufacturing can be seen across every stage of the production process. Here are the five major benefits.
RFID automatically tracks raw materials, work-in-progress, and finished products as they move through the factory. This reduces manual counting and keeps inventory records updated in real time.
Accurate inventory data helps manufacturers avoid stock shortages, prevent excess inventory, and plan production with confidence. Teams can also locate products quickly, which saves valuable time during daily operations.
RFID provides real-time visibility into every stage of production. Managers can monitor the movement of materials and products without waiting for manual updates.
This helps identify delays early, keeps production lines running smoothly, and supports faster order completion. Better workflow also reduces unnecessary waiting time between different manufacturing processes.
Manufacturing facilities use expensive tools, machines, containers, and reusable assets every day. RFID makes it easy to track their location and usage throughout the plant.
Teams spend less time searching for equipment, while maintenance schedules become easier to manage. Proper asset tracking also reduces the chances of loss or misuse, helping businesses protect valuable resources.
Each RFID tag stores a unique identification number that allows manufacturers to trace a product throughout its entire lifecycle. Every movement, production stage, and storage location can be recorded automatically.
If a quality issue or product recall occurs, manufacturers can quickly identify the affected batch instead of checking every product. This improves quality control and helps maintain customer trust.
Automation reduces manual work, paperwork, and data entry errors. Employees can complete routine tasks more efficiently, allowing them to focus on higher-value activities.
Accurate inventory, fewer production mistakes, and better resource utilization all contribute to lower operating costs. Over time, RFID helps manufacturers improve productivity while reducing unnecessary expenses.
 How is RFID used in Manufacturing?
How is RFID used in Manufacturing?
RFID in manufacturing is used to track materials, products, and equipment throughout the production process. It provides real-time information that helps manufacturers improve efficiency, reduce delays, and maintain accurate records without relying on manual data entry.
RFID tags are attached to raw materials as soon as they arrive at the manufacturing facility. The system records their location and quantity automatically, making it easier to manage stock and ensure materials are available when production begins.
Products move through multiple stages before they are completed. RFID tracks each item during production and updates its status in real time. Production managers can monitor progress and quickly identify any delays or bottlenecks.
An Inventory Management System integrated with RFID automatically tracks the movement of raw materials, work-in-progress, and finished goods. Every stock update is recorded in real time without manual data entry, giving businesses accurate inventory information at all times.
RFID is widely used for asset management by tracking tools, machines, pallets, containers, and other valuable equipment across the manufacturing facility. Each tagged asset can be located quickly, reducing the time spent searching for essential resources.
Once production is complete, RFID continues to track finished products inside the warehouse. The system records storage locations and movement, making picking, packing, and shipping faster and more accurate.
RFID verifies products before they leave the warehouse. The system checks that the correct items are loaded for shipment, helping reduce dispatch errors and ensuring customers receive accurate orders. By using RFID across different stages of manufacturing, businesses gain better visibility, improve operational efficiency, and maintain accurate information from raw material receiving to final product delivery.
Every manufacturing industry has different production processes and tracking requirements. Below are some of the major industries where RFID delivers significant value.
Aircraft manufacturers manage thousands of critical parts that must meet strict safety and quality standards. RFID helps track components throughout production, assembly, testing, and maintenance. The system keeps detailed records for every part, making inspections faster and ensuring complete traceability throughout the product lifecycle.
Textile manufacturers use RFID to monitor fabric rolls, garments, and finished products during production. Real-time tracking helps reduce material loss and improves production planning. RFID also simplifies inventory management and ensures products move efficiently from manufacturing to packaging and distribution.
Chemical manufacturers handle raw materials that require proper identification and safe storage. RFID helps monitor the movement of containers, drums, and hazardous materials across the production facility. Accurate tracking improves inventory control, supports safety compliance, and reduces the risk of handling errors.
Manufacturers producing industrial machinery, construction equipment, and large mechanical parts use RFID to monitor components throughout the assembly process. The technology helps coordinate production activities, manage large inventories, and verify that the correct components are used during assembly.
Manufacturers of household products, packaged goods, and personal care items use RFID to improve production visibility and order fulfillment. RFID enables faster product identification, supports quality checks, and provides accurate tracking from production to warehouse storage and final shipment.
Modern manufacturing depends on accurate data and real-time visibility to keep production running without delays. RFID in manufacturing provides instant information about the location and status of materials, products, and assets. This helps manufacturers make faster decisions, reduce manual errors, and maintain better control over daily operations.
RFID also improves coordination between production, warehouse, inventory, and dispatch teams. Since information is updated automatically, everyone works with the same data, reducing communication gaps and improving overall workflow. Better visibility allows manufacturers to respond quickly to production issues and avoid unnecessary delays.
As manufacturers continue to adopt automation and smart factory technologies, RFID has become an essential part of modern production. It supports product traceability, improves operational efficiency, and helps businesses maintain consistent quality while meeting growing customer demands.
RFID can improve manufacturing operations, but successful implementation requires proper planning. Manufacturers may face technical and operational challenges during deployment. Understanding these challenges helps businesses build a reliable RFID system that delivers long-term value.
Implementing an RFID system requires investment in RFID tags, readers, antennas, software, and supporting infrastructure. Small and medium-sized manufacturers may find the upfront cost challenging. Careful planning and phased implementation can help manage the investment effectively.
Many manufacturers already use ERP, MES, or an Inventory Management System. Integrating RFID with these existing platforms requires proper configuration to ensure smooth data flow and accurate reporting across all business operations.
Metal surfaces, liquids, and heavy machinery can affect RFID signal performance in manufacturing environments. Choosing the correct RFID frequency, suitable tags, and proper reader placement helps improve reading accuracy.
Employees need to understand how the RFID system works and how to use it in daily operations. Proper training reduces errors, improves user confidence, and helps businesses achieve better results from the technology.
RFID generates a large amount of real-time information every day. Manufacturers need reliable software to organize, monitor, and analyze this data so it can support better operational planning and decision-making.
Business requirements change as production grows. The RFID solution should be capable of supporting additional products, production lines, warehouses, and users without requiring a complete system replacement. A scalable system helps manufacturers adapt to future business needs more efficiently.
The future of RFID in manufacturing is closely connected with smart factories and digital transformation. As manufacturing processes become more automated, RFID will continue to play a key role in providing real-time visibility and accurate data across production and supply chain operations.
Modern RFID solutions are now being integrated with technologies such as Artificial Intelligence (AI), the Internet of Things (IoT), cloud computing, and data analytics. This combination helps manufacturers predict equipment failures, monitor production performance, automate inventory updates, and make faster business decisions based on live information.
Cloud-based RFID platforms are also becoming more common because they allow businesses to monitor multiple manufacturing facilities from a single dashboard. At the same time, RFID tags are becoming smaller, more durable, and more affordable, making the technology accessible to manufacturers of all sizes.
As Industry 4.0 continues to grow, RFID will move beyond basic tracking and become an important part of intelligent manufacturing. Businesses that adopt RFID early will be better prepared to improve productivity, maintain product quality, and respond quickly to changing market demands.
A standard RFID system consists of RFID tags, RFID readers, antennas, and software. These components work together to capture, process, and manage real-time data.
RFID is widely used in industries such as automotive, electronics, pharmaceuticals, food and beverage, aerospace, textile, and renewable energy manufacturing.
Yes. Many small and medium-sized manufacturers use RFID to improve inventory management, reduce manual work, and gain better control over production processes. The system can be expanded as business requirements grow.
Yes. RFID can be integrated with an Inventory Management System, ERP, and other manufacturing software to automate data collection and provide real-time inventory updates.
RFID has become an important technology for modern manufacturing by improving visibility, accuracy, and operational efficiency. From tracking raw materials to managing finished goods, RFID helps manufacturers make informed decisions while reducing manual work and production errors.
As businesses continue to adopt automation and smart manufacturing practices, investing in RFID in manufacturing can provide long-term value. Choosing the right RFID solution helps manufacturers streamline operations, improve product traceability, and build a more efficient production environment.
At A' Niche Solutions, we transform inventory management into a smart, automated, and future-ready process.
Copyright 2025, A'Niche Infotech Solutions Pvt Ltd. All Right Reserved
Managed By 

